Produto de fibra de vidro forte e leve de fibra de vidro FG-Catalog



Aplicação do produto: A fita de fibra de vidro é usada principalmente na indústria: isolamento térmico, à prova de fogo, retardador de inflamação, vedação, etc.
Visão geral técnica:
Temperatura de trabalho:
550°C
Faixa de tamanho:
Largura: 15-300mm
Espessura: 1,5-5mm
Comprimento padrão: 30M
Mais conhecimento sobre fibra de vidro
FIO DE FIBRA DE VIDRO
O processo de transformação do vidro derretido em fibras através do aquecimento e da transformação do vidro em fibras finas é conhecido há milênios; entretanto, somente após o desenvolvimento industrial durante a década de 1930 tornou possível a produção em massa desses produtos adequados para as aplicações têxteis.
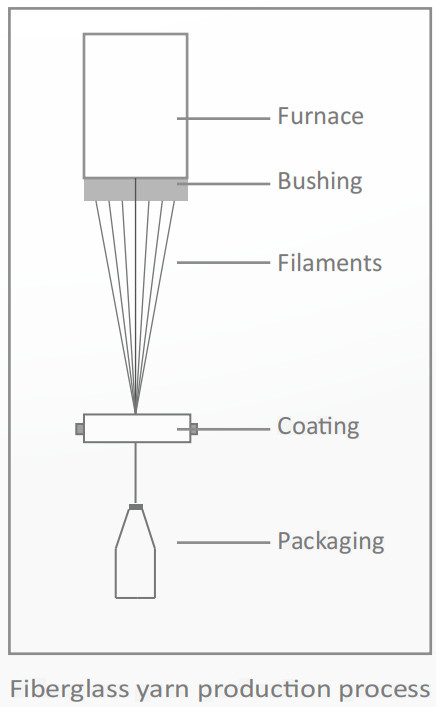
As fibras são obtidas através de um processo de cinco etapas conhecido como dosagem, fusão, fibração, revestimento e secagem/embalagem.
• Lotes
Durante esta etapa, as matérias-primas são cuidadosamente pesadas em quantidades exatas e completamente misturadas ou em lotes. Por exemplo, E-Glass, é composto por SiO2 (Sílica), Al2O3 (óxido de alumínio), CaO (óxido de cálcio ou cal), MgO (óxido de magnésio), B2O3 (óxido de boro), etc…
•Fusão
Uma vez dosado, o material é enviado para fornos especiais com temperatura em torno de 1400°C. Normalmente os fornos são divididos em três seções com diferentes faixas de temperatura.
• Fibrização
O vidro fundido passa por uma bucha feita de liga de platina resistente à erosão, com um determinado número de orifícios muito finos. Os jatos de água resfriam os filamentos à medida que saem da bucha e são sucessivamente recolhidos por bobinadores de alta velocidade. Como a tensão é aplicada aqui, o fluxo de vidro fundido é transformado em filamentos finos.
•Revestimento
Um revestimento químico é aplicado nos filamentos para atuar como lubrificante. Esta etapa é necessária para proteger os filamentos contra abrasão e quebra à medida que são coletados e enrolados em embalagens formadoras.
•Secagem/embalagem
Os filamentos desenhados são reunidos em um feixe, formando um fio de vidro composto por vários números de filamentos. O fio é enrolado em um tambor formando uma embalagem que se assemelha a um carretel de linha.
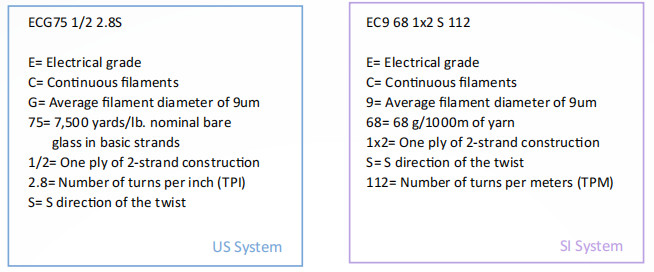
NOMENCLATURA DOS FIOS
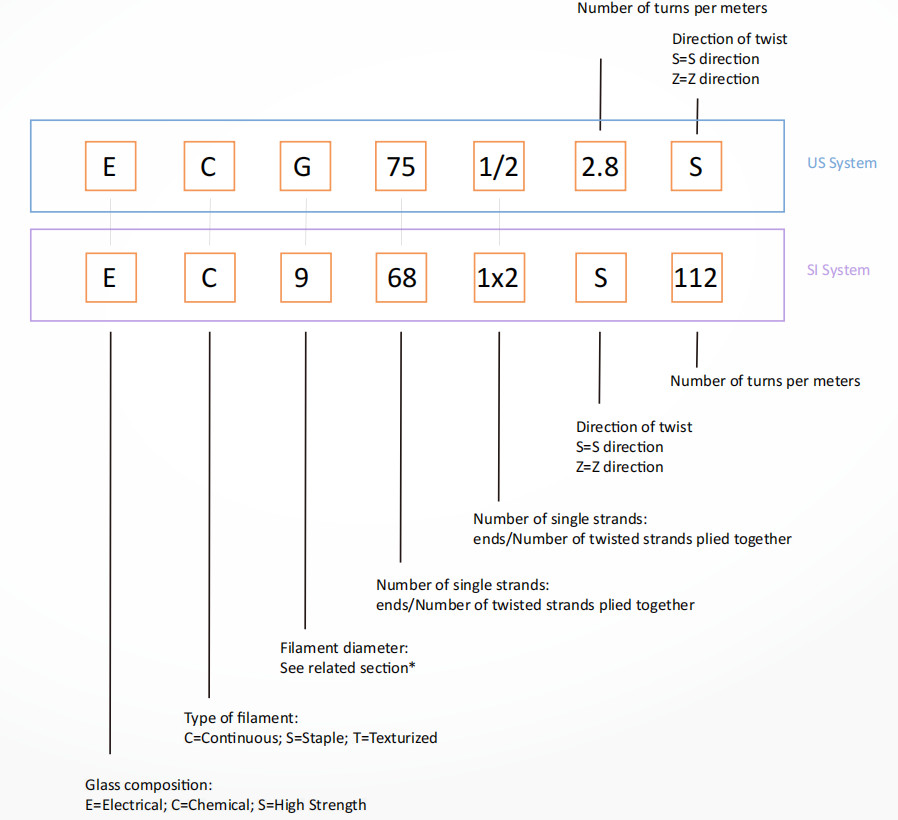
As fibras de vidro são normalmente identificadas pelo sistema habitual dos EUA (sistema polegada-libra) ou pelo sistema SI/métrico (sistema TEX/métrico). Ambos são padrões de medição reconhecidos internacionalmente que identificam a composição do vidro, o tipo de filamento, a contagem de fios e a construção do fio.
Abaixo estão os sistemas de identificação específicos para ambos os padrões:
NOMENCLATURA DE FIOS (continuação)
Exemplos de sistema de identificação de fios
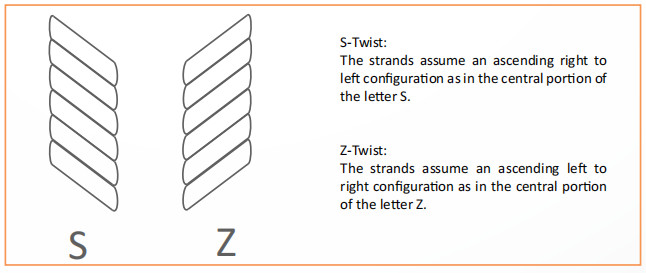
Direção de torção
A torção é aplicada mecanicamente aos fios para proporcionar benefícios em termos de melhor resistência à abrasão, melhor processamento e maior resistência à tração. A direção da torção é normalmente indicada pela letra S ou Z.
A direção S ou Z do fio pode ser reconhecida pela inclinação do fio quando ele é mantido na posição vertical
NOMENCLATURA DE FIOS (continuação)
Diâmetros dos fios - Valores de comparação entre o sistema US e SI
| Unidades dos EUA (letras) | Unidades SI (mícrons) | Unidades SITEX (g/100m) | Número aproximado de filamentos |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2,75 | 51 |
| C | 4,5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
Valores de comparação - Strand Twist
| TPI | TPM | TPI | TPM |
| 0,5 | 20 | 3,0 | 120 |
| 0,7 | 28 | 3.5 | 140 |
| 1,0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4,0 | 162 |
| 2,0 | 80 | 5,0 | 200 |
| 2.8 | 112 | 7,0 | 280 |
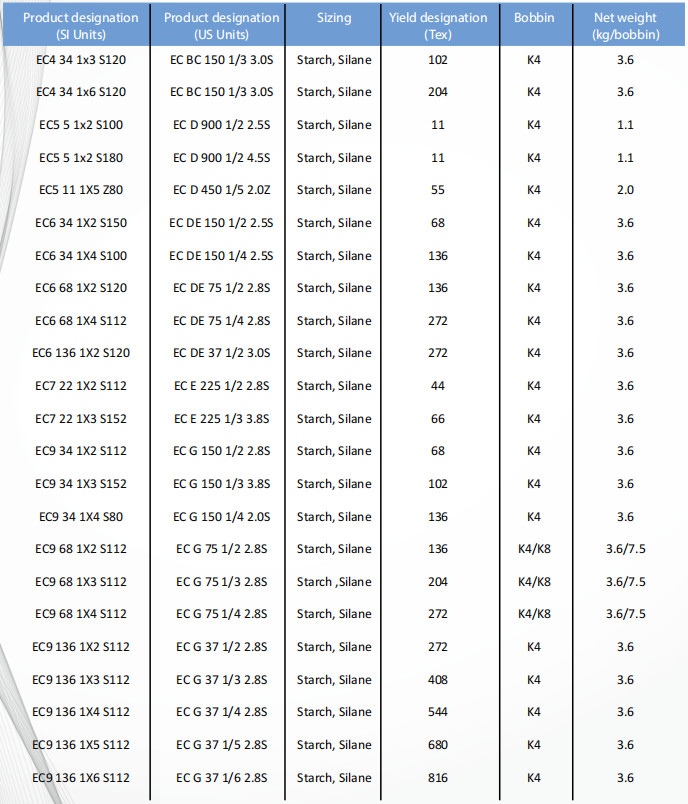
FIOS
Fio torcido contínuo E-Glass
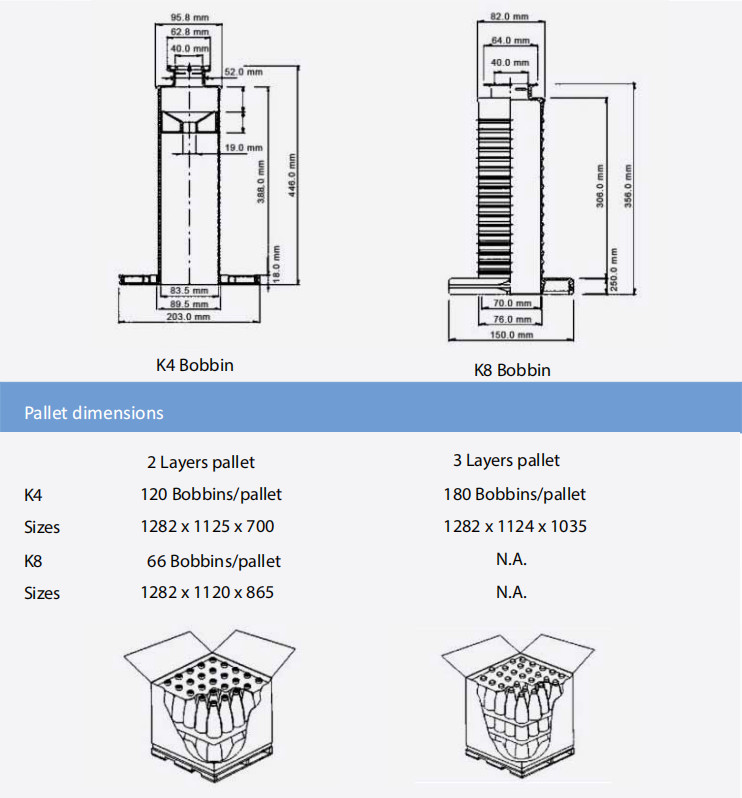
Embalagem
Fio torcido contínuo E-Glass